La serie CNC E80 vanta un drastico miglioramento delle prestazioni e una precisione mai raggiunta prima. La serie E80, semplice e facile da usare, aiuta ad ottenere un maggiore rendimento in termini di costi e si adatta meglio alle configurazioni di macchine semplici.
Il team di ingegneri CNC di Mitsubishi Electric

Elevate prestazioni e precisione
![]()
Modelli per diverse configurazioni di macchine TipoA/TipoB
Unità di visualizzazione e tastiere dal design accattivante
Grazie alla CPU dedicata al CNC ad alta velocità di Mitsubishi Electric, la Serie E80 riduce i tempi di ciclo grazie a una maggiore capacità di elaborazione di programmi e PLC. Velocità di comunicazione ottica più elevate tra il CNC e l’azionamento consentono di ottenere una maggiore precisione nella lavorazione.
I modelli di tipo A e B sono disponibili sia per centri di lavoro che per torni. Selezionare il modello con le specifiche più adatte alla configurazione della macchina. [Machining center system] Il modello di tipo B supporta macchine con un massimo di 3 assi. Il modello di tipo A supporta l’impostazione di una tavola circolare. [Lathe system] Il modello di tipo B controlla 3 assi di avanzamento e 2 mandrini come standard. Selezionare il modello di tipo A per le configurazioni con un massimo di 3 mandrini, come i torni composti.
La serie E80 adotta il design della serie M800/M80. L’unità di visualizzazione e la tastiera hanno uno spessore di soli 9,5 mm e aprono a nuove possibilità di progettazione delle macchine. Esistono due tipi di layout di tastiera, uno per i torni e l’altro per la fresatura.
 La serie E80 è dotata di funzioni di controllo avanzate ad alta precisione per torni con funzioni di fresatura di serie. Funzioni come quella di inserimento interattivo dei cicli facilitano la programmazione, migliorando l’operatività.
La serie E80 è dotata di funzioni di controllo avanzate ad alta precisione per torni con funzioni di fresatura di serie. Funzioni come quella di inserimento interattivo dei cicli facilitano la programmazione, migliorando l’operatività.
 La schermata del monitor user-friendly mette a disposizione tutte le informazioni essenziali per la produzione di massa in un’unica schermata, semplificando la ricerca immediata delle informazioni. Informazioni come l’utensile selezionato e la durata residua possono essere controllate visualizzando l’icona dell’utensile.
La schermata del monitor user-friendly mette a disposizione tutte le informazioni essenziali per la produzione di massa in un’unica schermata, semplificando la ricerca immediata delle informazioni. Informazioni come l’utensile selezionato e la durata residua possono essere controllate visualizzando l’icona dell’utensile.
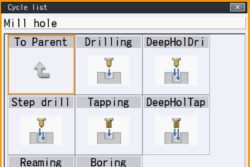 La serie E80 è dotata di inserimento interattivo dei cicli (ICI). Questo semplice sistema di programmazione consente di creare facilmente programmi per ogni processo. Che si tratti di tornire, copiare, scanalare o filettare, l’interfaccia di facile lettura visualizza chiaramente il percorso utensile o la forma di lavorazione desiderata.
La serie E80 è dotata di inserimento interattivo dei cicli (ICI). Questo semplice sistema di programmazione consente di creare facilmente programmi per ogni processo. Che si tratti di tornire, copiare, scanalare o filettare, l’interfaccia di facile lettura visualizza chiaramente il percorso utensile o la forma di lavorazione desiderata.
 La maschiatura sincrona può essere eseguita con un mandrino collegato analogicamente, come un inverter, senza utilizzare un portautensili dedicato. L’applicabilità di un’ampia gamma di specifiche della macchina consente una lavorazione più efficiente.
La maschiatura sincrona può essere eseguita con un mandrino collegato analogicamente, come un inverter, senza utilizzare un portautensili dedicato. L’applicabilità di un’ampia gamma di specifiche della macchina consente una lavorazione più efficiente.
Il controllo ad alta precisione della Serie E80 riduce al minimo la deviazione del percorso utensile effettivo rispetto al percorso di comando, migliorando la precisione della lavorazione di angoli e archi.
 Lo stesso programma di lavorazione può essere utilizzato quando il sistema di coordinate del pezzo non corrisponde a quello effettivo o quando la lunghezza effettiva del pezzo è diversa. Questa funzione facilita la creazione di programmi di lavorazione.
Lo stesso programma di lavorazione può essere utilizzato quando il sistema di coordinate del pezzo non corrisponde a quello effettivo o quando la lunghezza effettiva del pezzo è diversa. Questa funzione facilita la creazione di programmi di lavorazione.
 I comandi flessibili consentono all’utente di passare dalla designazione del diametro al raggio per ciascun asse con il codice G in qualsiasi momento. I comandi flessibili sono particolarmente utili per i programmi in cui coesistono la tornitura e la fresatura.
I comandi flessibili consentono all’utente di passare dalla designazione del diametro al raggio per ciascun asse con il codice G in qualsiasi momento. I comandi flessibili sono particolarmente utili per i programmi in cui coesistono la tornitura e la fresatura.
La forma finita viene visualizzata in 3D durante la creazione di un programma di lavorazione. Il controllo in tempo reale della forma finita durante la creazione del programma consente all’utente di correggere gli errori che appaiono.
Controllare il programma di lavorazione mentre si osserva il funzionamento effettivo della macchina. Inoltre, il funzionamento in marcia avanti/indietro può essere controllato meticolosamente a una velocità di avanzamento desiderata (avanzamento manuale della maniglia), rendendo i controlli dei prototipi più precisi e più semplici che in passato.
Il controllo del programma 3D consente all’utente di verificare un programma di lavorazione finito rispetto alla grafica 3D della forma finale del programma. La possibilità di eseguire un controllo dettagliato della forma finale prima della produzione sulla macchina vera e propria rappresenta un grande vantaggio.
| Lathe system | Machining center system | |||
|---|---|---|---|---|
| TypeA | TypeB | TypeA | TypeB | |
| Max. number of axes (NC axes + Spindles + PLC axes) | 8 | 5 | 6 | 4 |
| Max. number of NC axes (in total for all part systems) | 5 | 4 | 5(*1) | 3 |
| Max. number of spindles | 3 | 2 | 1 | 1 |
| Max. number of PLC axes | 3 | 3 | 2 | 0 |
| Number of simultaneous contouring control axes | 4 | 4 | 4 | 3 |
| Max. number of part systems | ◯1 | ◯1 | ◯1 | ◯1 |
| Display unit-side High-speed program server mode | ◯ | ◯ | ◯ | ◯ |
| Front-side SD card mode | ◯ | ◯ | ◯ | ◯ |
| Least command increment | 0.1μm | 0.1μm | 0.1μm | 0.1μm |
| Least control increment | 1nm | 1nm | 1nm | 1nm |
| Program memory capacity (number of programs stored) | 230KB [600m] (400 programs) | 230KB [600m] (400 programs) | 500KB [1280m] (1000programs) | 500KB [1280m] (1000programs) |
| Max. number of tool offset sets | 99 sets | 99 sets | 200 sets | 99 sets |
| Built-in PLC capacity [number of steps] | ◯20000 | ◯20000 | ◯20000 | ◯20000 |
| Multi-program [number of programs] | ◯60 | ◯60 | ◯60 | ◯60 |
| Multi-project [number of projects stored] | ◯1 | ◯1 | ◯1 | ◯1 |
| Macro program Variable command | 600 sets | 200 sets | 600 sets | 200 sets |
| Machine tool builder macro | ◯ | ◯ | ◯ | ◯ |
| Workpiece coordinate system shift | ◯ | ◯ | - | - |
| 3D solid program check | ◯ | ◯ | ◯ | ◯ |
| Manual arbitrary reverse run (program check operation) | ◯ | ◯ | - | - |
| Interactive cycle insertion | ◯ | ◯ | ◯ | ◯ |
| Diameter/Radius designation switch | ◯ | ◯ | - | - |
| Synchronous tapping with analog I/F spindle | ◯ | ◯ | ◯ | ◯ |
| Workpiece position measurement | - | - | ◯ | ◯ |
| Simple inclined surface machining command | - | - | ◯ | - |
| High-accuracy control (G61.1/G08) | ◯ | ◯ | ◯ | - |
| eSSS control | ◯ | ◯ | ◯ | - |
| Tolerance control | ◯ | ◯ | ◯ | - |
| OMR-FF | ◯ | ◯ | ◯ | ◯ |
| Spindle-mode servo motor control | ◯ | ◯ | - | - |
| Finish shape view programming | ◯ | ◯ | - | - |
| Email notification to operator | ◯ | ◯ | ◯ | ◯ |
| Operation history (detailed alarm history information) | ◯ | ◯ | ◯ | ◯ |
| CC-Link (Master/Local) | □ | □ | □ | □ |
| PROFIBUS-DP (Master) | □ | □ | □ | □ |
| EtherNet/IP | □ | □ | □ | □ |
| MES interface library | ◯ | ◯ | ◯ | ◯ |
| EcoMonitorLight connection | ◯ | ◯ | ◯ | ◯ |
| System lock | ◯ | ◯ | ◯ | ◯ |
Questo manuale è una guida all'uso del CNC MITSUBISHI.
Manuale della serie M800-M80-E80-C80
Il presente manuale descrive gli elementi necessari per l'installazione, il collegamento e la configurazione del CNC MITSUBISHI.
Questo manuale è una guida all'uso del CNC MITSUBISHI serie M800/M80/E80.
Questo manuale descrive il modo in cui eseguire la programmazione del CNC Mitsubishi Electric.
Questo manuale descrive come eseguire la programmazione del CNC Mitsubishi Electric.
Il presente manuale contiene gli elementi necessari per la manutenzione del CNC MITSUBISHI serie M800/M80/E80.
Questo manuale illustra l'ambiente di sviluppo del PLC.
I manuali relativi alle serie M800/M80/E80/C80 sono elencati di seguito.
Questo manuale descrive le varie interfacce di segnale e le funzioni dell'unità CN necessarie per la creazione di programmi di sequenza CNC Mitsubishi Electric (PLC integrato).
Questo manuale descrive le specifiche del CNC Mitsubishi Electric.
Questo manuale descrive le specifiche del CNC Mitsubishi Electric.
I campi contrassegnati con una * sono obbligatori.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Tel.: +49 (0)2102 / 486 - 0
Fax: +49 (0)2102 / 486 - 1120
cnc.sales@meg.mee.com
Mitsubishi Electric
Italian Branch